




Glove products
INTCO Medical’s consistent quality gloves are guaranteed to provide safety for you, your skin and your patients.

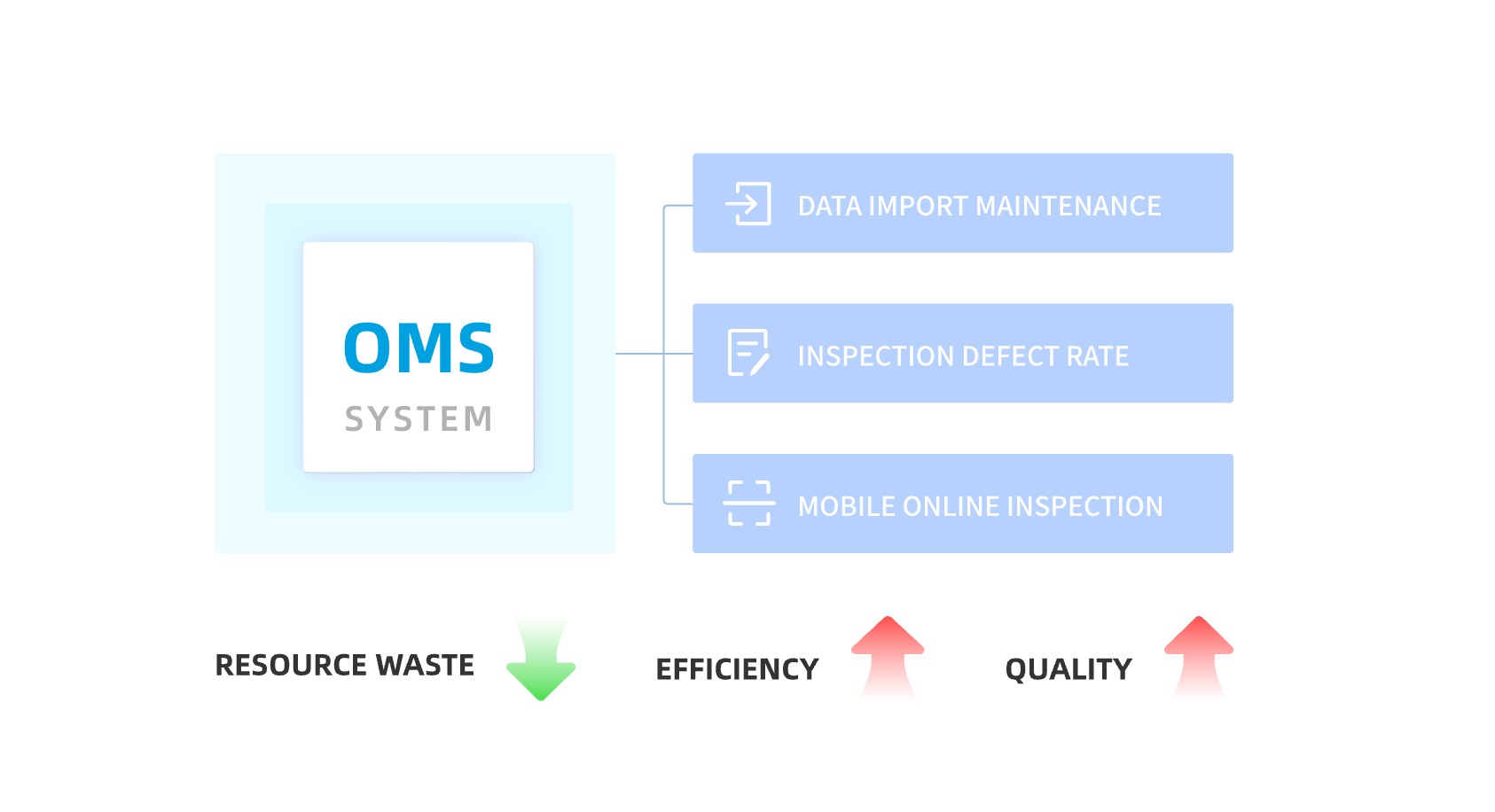
Help You Build, and Deliver Innovative, High-quality Products at Scale, Faster
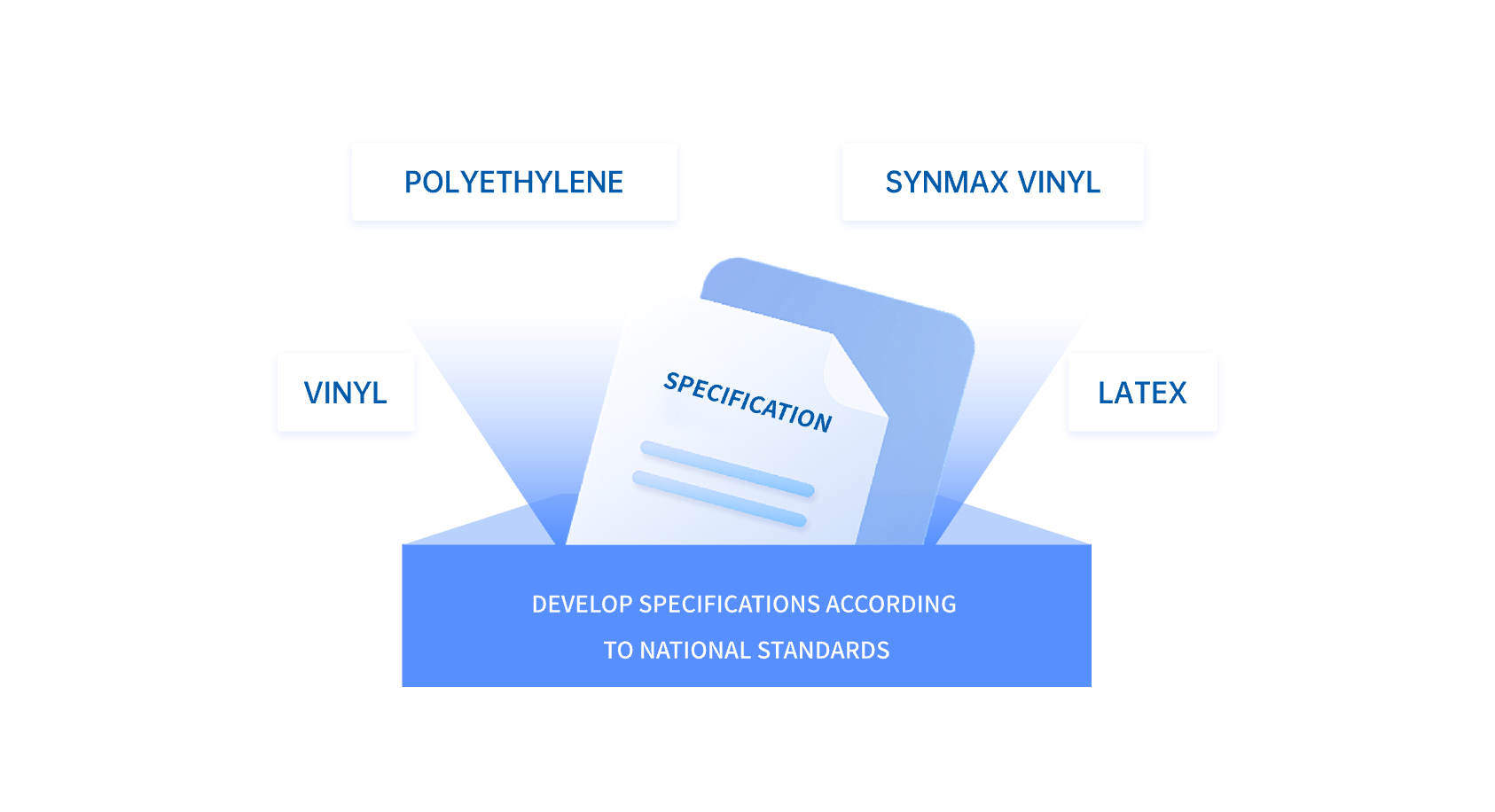
Dynamically adjust product formulas according to customer needs
Automated composition control system enables fine control of droplet weight and glove thickness


Finely control the product process based on the temperature and humidity of the production site and the operating status of the production line.
Precisely manage the drying and vulcanization process of raw materials to reduce energy consumption

.jpg)
.jpg)

We provide excellent products and quality services to global customers and actively pursue quality-related system certifications. Multiple production bases of the company have obtained quality management certifications such as ISO9001, ISO13485. The status of related system certifications is as follows:
| Certification | Subsidiaries |
| ISO 9001 Quality Management Certification System | INTCO Medical Technology Co., Ltd. |
| Shandong INTCO Medical Products Co., Ltd. | |
| Anhui INTCO Medical Products Co., Ltd. | |
| Jiangxi INTCO Medical Co., Ltd. | |
| ISO 13485 Medical Device Quality Management System |
INTCO Medical Technology Co., Ltd. |
| Shandong INTCO Medical Products Co., Ltd. | |
| Anhui INTCO Medical Products Co., Ltd. | |
| Jiangsu INTCO Medical Products Co., Ltd. | |
| INTCO Medical (Hong Kong) Co., Ltd. | |
| BRC (global consumer goods, medical devices) Certification | INTCO Medical (Hong Kong) Co., Ltd. |
| INTCO Medical Technology Co., Ltd. | |
| Shandong INTCO Medical Products Co., Ltd. | |
| Anhui INTCO Medical Products Co., Ltd. | |
| Jiangxi INTCO Medical Co., Ltd. | |
| MDSAP Certification | Shandong INTCO Medical Products Co., Ltd. |
| Anhui INTCO Medical Products Co., Ltd. | |
| Integration of Informatization and Industrialization Management System Assessment and Certification | INTCO Medical Technology Co., Ltd. |
| GB/T 19580-2012 Excellent Performance Management System Certification | INTCO Medical Technology Co., Ltd. |



Material selection: Choose packaging materials with high strength, impact resistance and abrasion resistance to protect the contents from damage.
Reasonable design: scientifically design the package according to the size, shape and quality of the items to ensure that the package fits closely with the items to avoid damage caused by shaking during transportation.
Inspection and testing: Before the official mass transportation, the packaging is tested under simulated transportation conditions, such as drop test, pressure test and other simulated transportation conditions, to ensure that the packaging can withstand the various situations that may be encountered in the transportation process.
Compliance: Follow the relevant packaging and transportation standards, such as the rules set by the International Maritime Organization (IMO), the International Air Transport Association (IATA) and other organizations.
Carrier selection: Choose logistics carriers with good reputation and service quality assurance to ensure they can provide appropriate handling and storage conditions during transportation.
User Feedback: Collect and analyze feedback from end users on packaging conditions to continuously improve packaging design and material selection.

















.png)

